- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
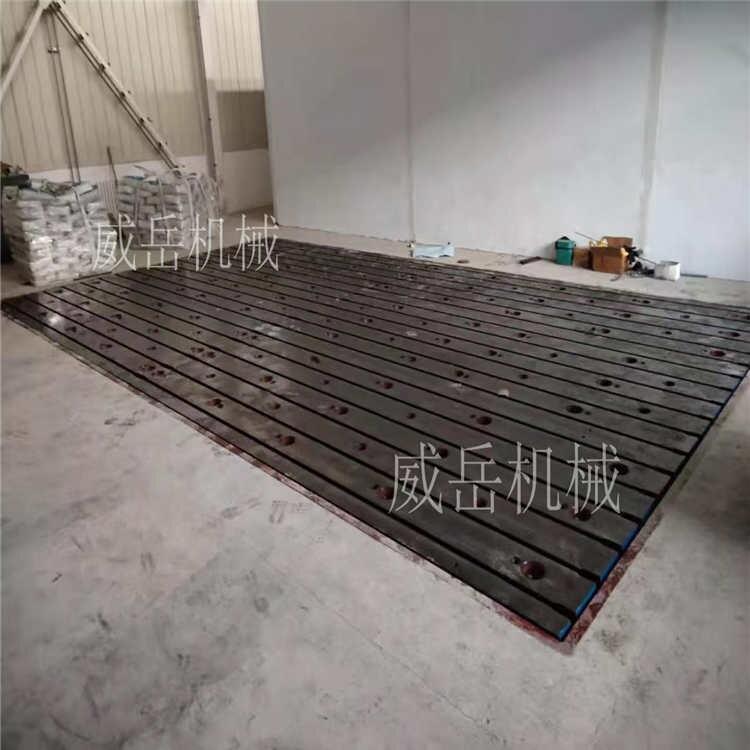
條形鑄鐵平臺進行機械加工時選擇毛坯是一個非常重要的環節,毛坯的選擇不只影響毛坯的加工工藝和工藝費用,并且也會影響到機械加工的工藝辦法和加工質量。因而需求量具毛坯鑄造和機械加工兩個方面的工藝人員密切配合,合理的確定毛坯的品種,布局形狀。
毛坯普通采用鑄造的辦法進行制造,當前大多數量具鑄造都采用砂型鑄造,對尺寸小精度要求高的小型量具鑄件,可以采用特種鑄造,比方精細鑄造,熔模鑄造和離心鑄造等。
條形鑄鐵平臺毛坯的選擇不只影響毛坯的加工工藝和工藝費用,并且也會影響到機械加工的工藝辦法和加工質量。因而需求量具毛坯鑄造和機械加工兩個方面的工藝人員密切配合,合理的確定毛坯的品種,布局形狀。
條形鑄鐵平臺的擠壓鑄造和壓力鑄造的不同點是:將預熱后的預制塊放入預熱的鑄型中,在重力下澆入液態金屬或合金,然后在壓頭作用下使液體滲入預制塊,液態金屬在壓力下凝固.有人用這種方法制取a1203短纖維鋅基復合材料.日本有人直接將碳及玻璃顆粒放入鑄型,然后壓頭作用在錫液上使金屬體擠入鑄型.
在擠壓階段,采用10t油壓機,壓力為91MPa左右.李愛華將撐融鑄造與擠壓鑄造結合起來,將重量比為鋁合金的3~6的包鎳銅石墨粉加入到液固合金漿液中,然后將其迅速擠壓成軸承毛坯.攪拌器表面涂有耐熱礬土水泥,轉速為400~1500r/min..擠壓設備為YA32-100型擠壓機,加壓速度為7mm/s.
為了提高零件的機械性能,如滲碳、淬火、回火等,一般安排在機械加工之后進行。條形鑄鐵平臺不易變形的前提下就是選合格的鑄鐵平板,要經過自然時效處理或者人工熱處理減少內應力等符合標準工藝的。條形鑄鐵平臺是用于工件檢測或劃線的平面基準器具。鑄鐵平臺在精度等級低于”00″級的平臺工作面上,對于直徑小于15mm的砂孔允許用相同的材料堵塞,其硬度應低于周圍材料的硬度。
在工作面上堵塞的部位應不多于四處,其相互之間的距離應不小于80mm。條形鑄鐵平臺由于產品有所不同,因此便造成其各面產品的粗糙程度有所不同。條形鑄鐵平臺工作表面不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造問題。條形鑄鐵平臺鑄件表面應型砂、且表面平整,涂漆牢固,各棱邊應修鈍。
想要了解鑄鐵平臺的檢測重合度,先要了解條形鑄鐵平臺的重復檢定點。用水平儀或自準直儀檢定平板平面度時,是按規定截面和檢定點讀取數據,通過數據處理獲取平面度誤差值。由于采用了多余觀測,必然產生重復檢定點。所謂重復檢定點是受檢穩各截面的交匯檢定點,如平板中點是兩條對角線、兩條中線4個截面的交匯檢定點,這一點即為重復檢定點。
從理論上講,重復檢定點的平面度值是不變的,即不同截面檢定到這一點平面度值應相同。但是由于各個截面檢定時受到基準、環境、儀器和操作等因素的影響,不可避免地帶來檢定誤差,致使重復檢定點所得平面度偏差值不重合。通常把不同截面重復檢定點平面度偏差值的差值值稱為重復檢定點平面度的重合度。材料在加工過程中需要達到一個嶄新的高度。尤其是按照工業中的加工和分類標準來看,其中主要的材料是要通過各種平臺應用的環境來進行加工生產的。http://www.chinaweiyue.com/
鑄鐵平臺鑄件問題噴焊處理方式按噴焊工藝執行,將檢驗鑄鐵平臺工作面預熱至150℃以上,完成初步焊粉的噴涂后,將噴涂面加熱至900℃-1200℃以上,使焊粉熔化后形成平整面。因為預熱及加熱時間長,工件受熱面積較大,熱應力較大,比電弧焊容易產生裂紋,同時線收縮產生裂紋傾向大。因為裂紋傾向受噴焊時間、噴層厚度等因素影響,問題大小受限,并且焊補的問題需清理干凈,因為噴粉中含FE量比例較高,形成的噴層較電弧焊與母材的顏色相近。但因具有量的NI,所以無法與母材顏色接近,焊補后可以進行機械加工。
傳統的噴焊、電弧焊工藝,焊補后易產生裂紋,工件易受熱變形,容易出現二次氣孔,焊補處金屬顏色與母材差異大是其共同的特點,這也是傳統焊補工藝不能解決機床導軌問題的根本原因。