- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
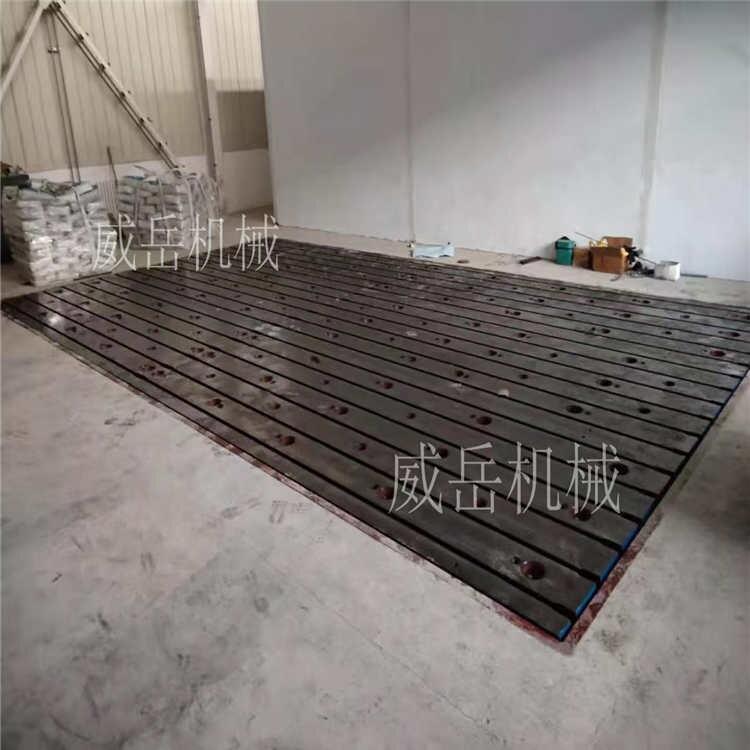
條形鑄鐵平臺適用于各種檢驗工作,測量用的基準平面,用于機床機械測量基準,檢查零件的尺寸精度或形位偏差,并作劃線。在機械制造中也是不可缺少的基本工具。如果條形鑄鐵平臺材質太硬或者太軟,鑄件斷面的宏觀組織和微觀組織不符合標準或技術條件,用斷面觀察,化學分析,金相檢查,硬度試驗等可以發現。在使用過程中,為了壞條形鑄鐵平臺的工作面,損壞平板的結構,防止平板變形、損壞、無法使用,要注意避免工件和條形鑄鐵平臺的工作面有過激的碰撞,工件的重量不可以超過平板的額定載荷。
1、材質:條形鑄鐵平臺對材質的要求也是至關重要的,一般材質為HT200-3000材質,硬度在HB170-240,材質達到標準硬度自然也會一樣,經過回火處理的條形鑄鐵平臺具有的性。
2、氣孔沙眼處理:鑄造的鑄鐵平臺難免出現一些微小的砂眼、氣孔,一般在合理范圍內的需用比同等材質硬度稍軟的鑄鐵材料填充即可,不會影響精度。
3、精度鏟刮:項鏟刮1級平臺進行條形鑄鐵平臺工作面的精度的鏟刮,也是很重要的一個環節,現在的一些小作坊為了節約成本用角磨機打磨表面,出來的條形鑄鐵平臺從感觀上很粗糙,所需要的精度工作面角磨機印記明顯,主要是會出現一些凹點,影響用戶使用效果,刮研流程先用刮刀一點一點的把加工刀紋去掉,在用合像水平儀或電子水平儀把平臺調成水平后,才可以鏟刮,這種工藝的好處是精度高,性能穩定,性好。
4、外觀處理:條形鑄鐵平臺刮研驗收合格后要對其外表進行
 外觀處理,也就是給條形鑄鐵平臺刷漆,要先把條形鑄鐵平臺底部殘留的鑄造砂礫干凈,噴防銹漆(一般采用紅色的防銹漆),條形鑄鐵平臺外表要打磨平整有的話用原子灰填平,用水砂紙打磨平整。
外觀處理,也就是給條形鑄鐵平臺刷漆,要先把條形鑄鐵平臺底部殘留的鑄造砂礫干凈,噴防銹漆(一般采用紅色的防銹漆),條形鑄鐵平臺外表要打磨平整有的話用原子灰填平,用水砂紙打磨平整。
5、運輸裝卸及注意事項:條形鑄鐵平臺的運輸,吊裝要有的吊裝工具,保證吊裝時的平穩。平穩放到運輸車上后,要觀察條形鑄鐵平臺底部是否充分接觸,沒有充分接觸的要用想等厚度的木板墊實。運輸車輛在捆扎條形鑄鐵平臺時要在捆扎部位墊角鋼或木板以免傷害到工作精度表面。
6、調試安裝:我們應該把它放在一個主支撐點的位置上面是比較好的,然后保持我們條形鑄鐵平臺的平面能夠調試到一個比較水平的位置上面才是好的,如果沒有調整好水平那個條形鑄鐵平臺就不能用,因為它沒有精度,不能使用,我們在平時使用條形鑄鐵平臺的時候,在安裝零件的時候也應該盡量的做到輕拿輕放,避免一些重量級的碰撞而引起變形。
鑄鐵平臺表面粗糙度的計算方法:
條形鑄鐵平臺表面經過加工后,看起來很光滑,經放大觀察卻凹凸不平。表面精糙度,是指加工后的零件表面上具有的較小間距和微小峰谷所組成的微觀幾何形狀特征,一般是由所采取的加工方法和(或)其他因素形成的。零件表面的功用不同,所需的表面粗糙度參數值也不一樣。零件圖上要標注表面粗糙度代(符)號,用以說明該表面完工后須達到的表面特性。
鑄鐵平臺表面粗糙度高度參數有3種:http://www.chinaweiyue.com/
1.輪廓算術平均偏差Ra在取樣長度內,沿測量方向(Y方向)的輪廓線上的點與基準線之間距離值的算術平均值。
2.微觀不平度十點高度Rz指在取樣長度內5個大輪廓峰高的平均值和5個大輪廓谷深的平均值之和。
3.輪廓大高度Ry在取樣長度內,輪廓高峰頂線和低谷底線之間的距離。我公司生產配重鐵
目前,一般機械制造工業中主要選用Ra。Ra值按下列公式計算:Ra=1/l∫t0|Y(x)式中,Y為輪廓線上的點到基準線(中線)之間的距離;ι為取樣長度。粗糙度多用于表征鋼板,因為鋼板涂覆前要有得粗糙度,否則油漆的咬合力不足,容易脫落。













