- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
鑄造條形鑄鐵平臺時應(yīng)盡量使用低碳鋼,不能銹蝕太嚴(yán)重,其厚度>2mm,高合金鋼要單獨配料使用,含鎢的高合金不能使用。
回爐鐵:回爐鐵主要指鑄件冒煙口,鑄件廢品和費沙箱等,應(yīng)芯沙和粘沙,其用量根據(jù)回爐鐵多少調(diào)節(jié),不同牌號的回爐鐵要分堆放,并且表示。
鐵合金:鐵合金主要指75號硅鐵和75號錳鐵,用于調(diào)節(jié)鐵水中的硅和錳的含量。
條形鑄鐵平臺澆注工藝:澆注溫度1320-1400℃,小件澆注溫度高,搭大件澆注溫度低。鐵水透明發(fā)青,℃可以澆注5mm壁厚的小鑄件,鐵水表面呈現(xiàn)著閃動的花紋時只能澆注壁厚不加工鑄件,若鐵水粘包就不能再澆注鑄件。
規(guī)范操作:當(dāng)天鑄造好的鑄型當(dāng)天澆注,減少吸潮,避免鑄型長時間停放;嚴(yán)格配料、稱量,保持適當(dāng)高度的料柱;按規(guī)程操作,確保不出現(xiàn)事故,只有保持“四穩(wěn)”(爐膛尺寸穩(wěn)定、底焦高度穩(wěn)定、風(fēng)量控制穩(wěn)定、合格爐料穩(wěn)定)、“三通”(保持風(fēng)口、渣口、出鐵口明亮、通暢、干凈),才能熔化穩(wěn)定,鐵液優(yōu)良。
選擇合適的配料后,鑄造生產(chǎn)的時候,怎么去掉鑄鐵平臺的內(nèi)應(yīng)力,有以下辦法,具體策略如下所述。
條形鑄鐵平臺去掉內(nèi)應(yīng)力辦法:為了很好的去掉條形鑄鐵平臺的內(nèi)應(yīng)力,要的辦法是依托澆鑄后在砂型中緩慢的均勻地冷,這取決于正確的砂型規(guī)劃,和鑄件露出于空氣之前應(yīng)有滿足的冷時刻。其次的辦法是安排在鍛造后、粗加工后和半精加工后進行熱處理。含碳當(dāng)量較高的鑄鐵,用較低溫度規(guī)模;含碳當(dāng)量較低的鑄鐵,用較高溫度規(guī)模。條形鑄鐵平臺的保溫時刻長,降溫時刻長,全部熱處理的進程大概長達一周時刻。保溫時刻滿足長,才能是剩余應(yīng)力取得充沛的松懈;冷時刻滿足緩慢,方可防止產(chǎn)生二次應(yīng)力。
條形鑄鐵平臺的內(nèi)應(yīng)力去掉減退,人們往往認(rèn)為時效理想。本來,時效不見得牢靠,除非長達數(shù)年,內(nèi)應(yīng)力或許能大部分去掉,如果只是一年半載,只會有條形鑄鐵平臺小部分可以去掉。在終加工前都給予恰當(dāng)?shù)娜サ魞?nèi)應(yīng)力的熱處理。規(guī)則若依托時效去掉內(nèi)應(yīng)力,須經(jīng)買方贊同。還規(guī)則,若買方需求,制造廠應(yīng)贊同供給去掉內(nèi)應(yīng)力的工藝進程的。
條形鑄鐵平臺鑄造材質(zhì)有原生鐵HT250主要選用Z25、Z20、Z18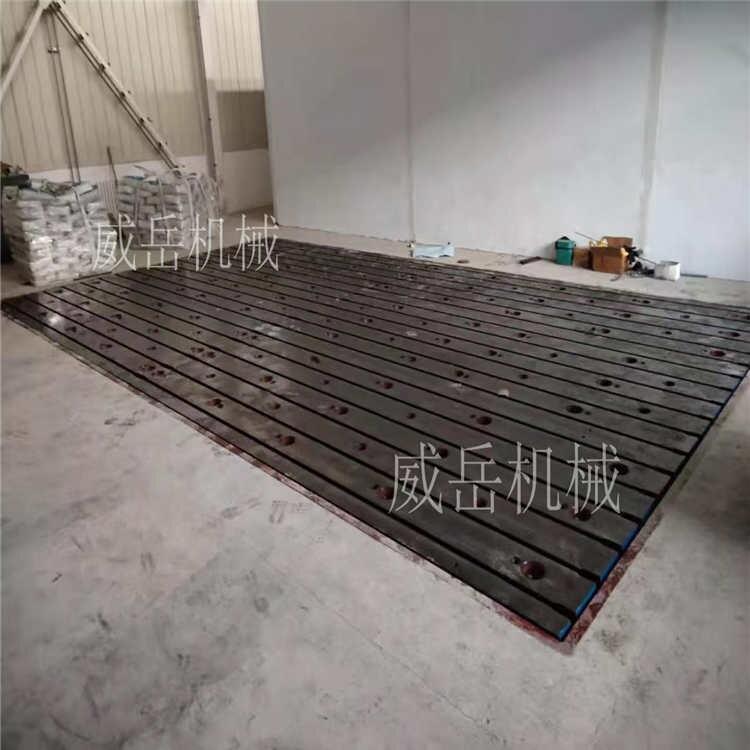


 、Z15、和Z14生鐵。不能使用含有白口或粗大石墨原生鐵,因為原生鐵中白口或粗大的石墨會遺傳到鑄件中。
、Z15、和Z14生鐵。不能使用含有白口或粗大石墨原生鐵,因為原生鐵中白口或粗大的石墨會遺傳到鑄件中。
條形鑄鐵平臺按標(biāo)準(zhǔn)7974-99制造,用于機械、發(fā)動機的動力實驗,設(shè)備調(diào)試,具有較好的平面穩(wěn)定性和韌性,表面帶有T型槽,可以用來固定實驗設(shè)備, 條形鑄鐵平臺的精度按標(biāo)準(zhǔn)計量檢定規(guī)程JJG117-91執(zhí)行,產(chǎn)品制成筋板式和箱體式工作面有長方形,材料為普碳鋼或按客戶要求,工作面上可加工V形、T型、U型槽和圓孔、長孔等。用于工件檢測或劃線的平面基準(zhǔn)器具。
條形鑄鐵平臺適用于各種檢驗工作,精度測量用的基準(zhǔn)平面,用于機床機械檢驗測量基準(zhǔn),檢查零件的尺寸精度或行為偏差,并作劃線,在機械制造檢驗中條形鑄鐵平臺也是不可缺少的基本工具。條形鑄鐵平臺常用于劃線、檢驗、測量、鉚焊、裝配、焊接等使用,精度0-3級。
條形鑄鐵平臺鍛造碾砂過程的控制:型砂的機能將直接影響條形鑄鐵平臺鑄件的質(zhì)量,因此,型砂應(yīng)該具有良好的透氣性,濕強度、活動性、可塑性和退讓性等。嚴(yán)格按照加料順序:舊砂-新砂-粘土-煤粉-水。混碾時間定在6~7min,混碾后進行約5h左右調(diào)勻。調(diào)勻后進行過篩、打松后再用,使型砂具有疏松性,以進步透氣性、活動性等。


品")


網(wǎng)站")





