- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
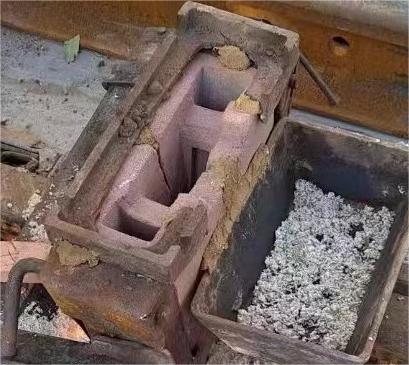
堆垛機軌道熱熔焊,火車P43軌道鋁熱焊,無縫鋁熱焊接口
一、概述:
鋁熱焊是采用短時間預熱、大焊劑量的一種焊接方法,目前國內外已開始進行推廣用,它特別適合鐵路運輸、天車及重載設備的運輸軌道焊接,因此具有廣闊的市場前景。目前軌道鋁熱焊多采用較經濟的預熱型焊接方法,該方法中鑄型多為側頂式澆注系統,預熱多采用定時預熱工藝。
二、影響焊接質量的主要因素:
1.軌道組對精度的影響:
軌道接頭組對要嚴格按照圖紙要求的間隙與平直度和接頭高低差進行組對,接頭間隙過小將使兩軌道接頭融合熱量不夠,過大會使焊劑不能有效填充軌縫。一般對于QU100的軌道焊縫寬度為26±2mm;而接頭垂直度和高低差超標也最終將影響到軌道接頭的壽命。
由于焊接完畢后形成的內應力釋放及焊縫收縮會造成已組好對的軌道接頭間隙產生偏差,應在焊接前進行組對間隙復測,確保接頭焊接質量。
2.組對與焊接時間的影響:
整個軌道的組對丁序對軌道焊接成形后的質量影響較大, 一般軌道按照圖紙要求組對后其間隙隨著環境溫度的變化而變化,組對后的軌道要盡快按照順序焊接,如果組對時的溫度和開始焊接時的環境溫度變化較大,如在白天溫度較高時組對,而在夜間由于環境溫度大幅降低,有可能使軌道的組對超差,此時焊接必須重新調整組對間隙,為減少調整,工作量在組對完成后應盡快完成焊接工序。
3.預熱溫度,時間和流量的影響:
預熱控制法操作工藝中對軌道接頭影響最大的是預熱溫度、時間和流量,其極大地影響著焊縫金屬的組織和性能,在很大程度上決定了焊接的成敗。預熱控制方法的影響因素有環境溫度、燃氣配比和流量、氣管長度,烤槍位置等,需要有相當經驗和操作技能方能達到要求。
定時火焰預熱工藝法的控制關鍵在于氧氣的流量和與可燃性氣體間的配比。只有保證了上述條件,才能在規定的時間內獲得所需的預熱溫度。
以下為定時火焰預熱工藝法加熱原理:
可燃氣體丙烷(C3H8)與氧氣(O2)按一定配比后燃燒而獲得熱能,其反應方程式為:
![]()
由上式可看出,可燃氣體和氧氣在不同配比下燃燒時獲得的熱能也不同,故其配比也需嚴格控制。
鋁熱焊質量保證關鍵在于接頭預熱溫度的控制,預熱溫度必須要控制在590~9800C,否則極易出現焊接缺陷、其于焊后斷軌。溫度控制主要由加熱時間和火焰強烈程度兩方面決定,加熱時間根據大量試驗確定為7~9min,火焰強烈程度對于OU100軌道按如下調整:將丙烷出口壓力調整到0.06MPa,氧氣出口壓力預置為0.35MPa,烤槍點燃后將烤槍氧氣閥門全開,觀察氧氣流量表,調整氧氣出口壓力,保證氧氣流量在3500L/h,調整丙烷流量,使火焰芯長度在15mm。
需要注意的是所用流量計讀數必須準確可靠,所使用的皮管和加熱器無泄漏和堵塞。環境溫度的影響:環境溫度低于15℃時,需對距焊縫1m范圍內的鋼軌加熱至15℃,以上后再對焊縫處進行加熱。堆垛機軌道熱熔焊,火車P43軌道鋁熱焊,無縫鋁熱焊接口







.jpg)
.jpg)
.jpg)
