數控火焰切割機價格、火焰數控切割機價格、自動火焰切割機、求購數控切割機丨求購數控火焰切割機丨求購數控等離子切割機。數控切割機價格,火焰切割機價格,數控等離子切割機價格
24小時咨詢合作熱線:18986290037
數控等離子切割機有關性能特點:
1、數控等離子切割機整機工作性能穩定,運行平穩,動態性能好,控制精度高
2、數控等離子切割機抗高頻干擾能力強
3、數控等離子切割機切割形狀:可編程切割直線和圓弧構成的任意平面形狀鋼板零件
4、數控等離子切割機數控編程:基于AutoCAD的全自動AcadRcam圖形化編程軟件
5、數控等離子切割機切割精度:國家標準JB/T10045.3-99
6、數控等離子切割機移動精度:0.01mm/步
7、數控等離子切割機調高行程:0—150mm
8、數控等離子切割機火焰切割氣體:氧氣+乙炔或丙烷
9、數控等離子切割機調速范圍:0~2000mm/min
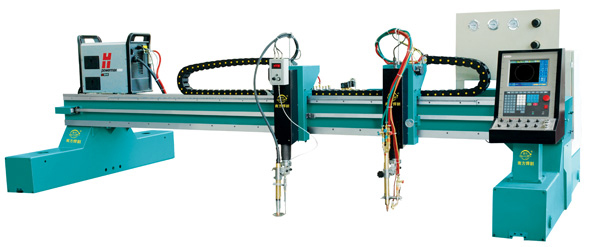
yc系列龍門式數控等離子/火焰切割機產主要特點:
1. 數控等離子切割機橫梁:采用方管對焊結構,具有剛性好,精度高,自重輕,慣量小的特點。所有焊接件均振動時效去應力處理,有效的防止了結構變形;
2. 數控等離子切割機縱、橫向驅動:均采用精密齒輪齒條(7級精度)傳動。橫向導軌采用臺灣進口的直線導軌,縱向導軌是由精密加工的特質鋼軌制成,保證了切割機的運行平穩,精度高,且經久耐用,清潔美觀;減速采用行星齒輪減速器,可以非常完美的保證運動的精度和平衡度;
3. 數控等離子切割機縱向驅動架(端架):兩端裝有水平導向輪,可調整驅動架底部偏心輪對導軌的壓緊程度,使整機在運動中保持穩定的導向。裝有除塵器,隨時刮掃積聚在導軌表面的雜物;導軌采用磨床加工,表面可當鏡子照。
4. 數控等離子切割機驅動系統為進口私服驅動,根據用戶需要可選用世界頂級產品——進口日本松下交流伺服驅動/國產伺服驅動,使整機更加運行平穩,速度變速范圍更寬,加速時間短;
5. 數控等離子切割機升降體采用鋁合金結構體,升降導向采用直線導軌,升降提升采用滾珠絲杠提升;
6. 數控等離子切割機簡單易用的自動編程系統,使數控編程不再復雜,輕而易舉;
數控等離子切割機工作原理:數控火焰、等離子切割機是一種新型的熱切割設備。數控等離子切割機的工作原理是以氧氣+乙炔或丙烷的壓縮氣體為工作氣體, 以高溫高速的火焰(或等離子弧)為熱源、將被切割的金屬局部熔化、并同時用高速氣流將已熔化的金屬吹走,形成狹窄切縫。數控等離子切割機不僅切割速度快、切縫狹窄、切口平整、熱影響區小,工件變形度低、操作簡單,而且具有顯著的節能、節料效果。
A 數控等離子切割機火焰切割方式:適用于各種鑄鐵、碳鋼等金屬材料切割。
B 數控等離子切割機等離子切割方式:適用于不銹鋼、鋁、銅、鑄鐵、碳鋼等各種金屬材料切割。
三、 yc系列規格型號:
| 序號 |
規格 |
龍門跨度 |
軌道長度(m) |
總功率 |
備注 |
| 1 |
yc-3000 |
3.0 |
6 |
9 |
12 |
15 |
18 |
…… |
800W |
|
| 2 |
yc-4000 |
4.0 |
6 |
9 |
12 |
15 |
18 |
…… |
800W |
|
| 3 |
yc-5000 |
5.0 |
6 |
9 |
12 |
15 |
18 |
…… |
800W |
|
| 4 |
yc-6000 |
6.0 |
6 |
9 |
12 |
15 |
18 |
…… |
800W |
|
說明:1、縱向軌道標準長度3m/節,橫向跨度可根據用戶需要定制;
2、抽條、割炬數量可定配;
3、總功率為機床功率,不含等離子電源功率。 |
yc系列懸臂式數控火焰、等離子切割機
一、 數控火焰、等離子切割機工作原理:
數控火焰、等離子切割機是一種新型的熱切割設備。數控火焰、等離子切割機的工作原理是以氧氣+乙炔或丙烷的壓縮氣體為工作氣體, 以高溫高速的火焰(或等離子弧)為熱源、將被切割的金屬局部熔化、并同時用高速氣流將已熔化的金屬吹走,形成狹窄切縫。該設備不僅切割速度快、切縫狹窄、切口平整、熱影響區小,工件變形度低、操作簡單, 而且具有顯著的節能、節料效果。
A.火焰切割方式:適用于各種鑄鐵、碳鋼等金屬材料切割。
B.等離子切割方式:適用于不銹鋼、鋁、銅、鑄鐵、碳鋼等各種金屬材料切割。
二、數控火焰、等離子切割機性能特點:
數控火焰、等離子切割機特點
1.采用單懸臂式結構,懸臂具有較好的穩定性;
2.齒條傳動,電機驅動采用步進驅動技術,加工精度高;
3.可同時配置火焰和等離子兩用切割,可配自動調高功能;
4.橫向、縱向移動采用脈沖電機,縱向導軌可根據用戶要求無限加長;
5.控制系統為自主研發,具有目前國內最為優良的穩定性和超強抗干擾能力;全中文界面,操作簡單方便,配專用的漢化圖形轉換軟件,可將CAD圖形直接轉換成切割加工代碼。配U盤接口,辦公室設計圖形經U盤轉入切割機。簡單圖形可以直接在現場輸入切割機。轉換軟件全部中文顯示(也可英文顯示),切割工藝設計簡潔,對不封閉圖形同樣能進行處理,從而很好地實現共邊切割。軟件功能更適用、更強大。
6.橫梁采取光軸型直線導軌,降低了對橫梁的磨損,更好地保證了切割精度。
7.320×240點陣的5.7〞液晶顯示器。
1、數控火焰、等離子切割機整機工作性能穩定,運行平穩,動態性能好,控制精度高
2、抗高頻干擾能力強
3、數控火焰、等離子切割機切割形狀:可編程切割直線和圓弧構成的任意平面形狀鋼板零
4、數控編程:基于AutoCAD的全自動AcadRcam圖形化編程軟件
5、數控火焰、等離子切割機切割精度:國家標準JB/T10045.3-99
6、移動精度:0.01mm/步
7、數控火焰、等離子切割機調高行程:0—150mm
8、火焰切割氣體:氧氣+乙炔或丙烷
9、數控火焰、等離子切割機調速范圍:0~2000mm/min
三、yc系列規格型號:
| 序號 |
規格 |
工作寬度 |
軌道長度(m) |
工作電壓 |
總功率 |
備注 |
| 1 |
yc-6-2.0 |
2.0 |
3 |
6 |
9 |
12 |
….. |
~220V |
600W |
|
| 說明:1.縱向軌道標準長度3m/節,非標準長度軌道,可根據用戶需求定制; 2.總功率為機床功率,不含等離子電源功率。 |
數控切割機操作步驟分解說明
數控切割機由于采用全電腦自動化操作,在切割過程中需要注意的操作細節較多,下面武漢依德將就數控切割機操作步驟詳細分解說明,以便用戶參考比對:
1、合上配電柜內開關;
2、打開操作面板上電源鎖,按下電源按鈕,給CNC供電;接通除塵器電源,檢查控制箱面板上的指示燈是否正常;
3、CNC進行內部自診斷,確認沒顯示錯誤信息;
4、合上伺服柜內的開關,按下操作面板上的伺服開按鈕,給伺服系統供電,轉動控制柜面板上脈沖旋鈕至開的位置對濾筒進行反沖,檢查脈沖是否正常;
5、試操作,確認面板上的各開關、按鈕靈活、可靠檢查卸灰插板閥是否正常;
6、試運行機器,確認機器運行平穩,各限位及緊急按鈕可靠。
7、噴粉劃線在切割前進行,注意鋅粉易爆,注意避免飛揚;同時操作時要戴口罩。
準備好干燥、潔凈、沒有大變形的板材;
確定單割矩、同步或者對稱劃線,并準備好相應割矩;
在操作面板上選擇相應的“小車選擇按鈕”;
根據要劃線的寬度選擇適當的割嘴;
將鋅粉在200℃烘箱內烘4小時,再用200目金屬粉篩篩過后,裝入鋅粉斗內;
開預熱火焰;
調整火焰為弱氧化焰,即焰心長度較切割用焰心長度短;
開供粉氧、劃線氧,調整開關,直至割嘴噴出均勻、細直的桔紅色粉線為止;
操作面板上的“方式”鍵選擇為“劃線”;調出需要畫的圖形;開始劃線;如果劃線時某段效果不理想,可以按“程返”鍵反向執行程序,執行至需重新劃線點時,再按“程返”鍵重新劃線;劃線結束后,按順序關閉供粉氧、劃線氧和預熱火焰電磁閥;關閉供粉氧、劃線氧開關;將剩余鋅粉回收,放置干燥箱內,鋅粉斗處理干凈。
8、等離子切割時,需要注意在自動點火時,人員要遠離點火高壓線圈;
準備好需要切割的板材,碳鋼、不銹鋼、鋁變形盡量小,厚度不能超過切割表允許范圍;
根據板材厚度選擇相應易損件;并裝入相應割炬內;
確定單割炬、同步或者對稱切割;
在操作面板上選擇相應的“小車選擇按鈕”;
將操作面板上等離子按鈕按下使其內燈亮;
按切割表要求進行預流、切割流測試,調整好預流、切割流;
用手動方式調節割炬初始高度到切割表要求的高度;
按切割表設置弧壓電流;
手動將割炬定到起始位置;在CNC上選定切割程序,并完成工作配置:切割速度、割縫補償等內容;按“GO”按鈕開始切割;按操作說明書對切割中出現的不同問題,進行相應處理,直到切割完成。
武漢華宇誠數控科技有限公司專業生產和銷售數控切割機、龍門式數控切割機、懸臂式數控切割機、便攜式數控切割機、臺式數控切割機,臺式廣告數控切割機、數控相貫線切割機、多頭與直條數控切割機、數控系統、數控激光切割機、數控水刀切割機、代理進口和國產套料軟件、進口和國產伺服電機與減速器以及數控系統升級和改造,代理國產和進口普通機用等離子切割電源及類激光精細等離子切割電源及等離子電源相關配套產品。
24小時咨詢熱線:18986290037